
-
18964530235
-
021-54379817


汽车前夹层挡风玻璃广泛采用单件式弯曲挡风玻璃,一般都做成整体一幅式的大曲面型,上下左右都有一定的弧度。这种曲面玻璃不论从加工过程还是从装嵌的配合来看,都是一种技术要求十分高的产品,因为它涉及到车型、强度、隔热、装配等诸多问题。
背景
汽车前夹层挡风玻璃广泛采用单件式弯曲挡风玻璃,一般都做成整体一幅式的大曲面型,上下左右都有一定的弧度。这种曲面玻璃不论从加工过程还是从装嵌的配合来看,都是一种技术要求十分高的产品,因为它涉及到车型、强度、隔热、装配等诸多问题。
夹层玻璃是由两片或者两片以上的玻璃用合成树脂粘结在一起而制成的一种安全玻璃。夹层玻璃的原片既可以是普通玻璃,也可以是钢化玻璃、半钢化玻璃、镀膜玻璃、吸热玻璃、热弯玻璃等;中间层有机材料最常用的是PVB(聚乙烯醇缩丁醛),也有甲基丙烯酸甲酯、有机硅、聚氨酯等。当外层玻璃受到冲击发生破裂时,碎片被胶粘住,只形成辐射状裂纹,不致因碎片飞散造成人身伤亡事故。夹层玻璃的生产方法有两种:即胶片法(干法)和灌浆法(湿法),但目前干法生产是主流。
胶片干法成型工艺主要分三个步骤,首先通过热辊对PVB膜进行预成型,经过180℃以内的工艺温度对PVB膜片加热,机械牵伸后通过锥形冷却在6~14℃定型,其后,将预成型的胶片放置于两片玻璃中间,进入热固化装置进行热固化。
现有技术缺陷:
预热辊采用导热油加热辊,存在温度均匀性及导热油使用过程中污染生产场地及产品等环保问题、存在热利用率低、油路循环测温热滞后效应致其温度波动大等问题。冷却辊在生产过程中,普遍存在冷却辊两端头结露问题,容易造成产品损坏,造成产品的大量报废。
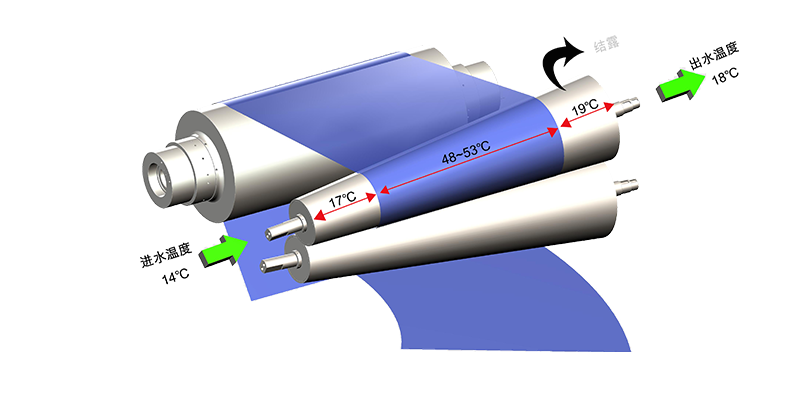
传统拉膜工艺生产示意图
解决方案:
1.膜片预热:采用电磁加热辊对PVB膜片进行预热,解决PVB膜片在热牵伸过程中受热均匀性问题,降低产品牵伸形变的一致性在温度因素的影响;
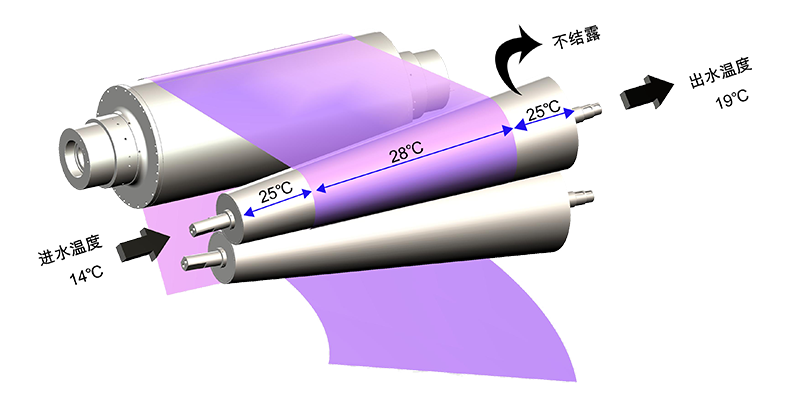
2.冷却定型:采用联净无结露冷却辊(自主知识产权,全球三大无结露冷却辊制造商)对PVB膜进行冷却,无结露冷却辊能给工作区提供均匀温度,同时将负载中心区域的温度迅速向辊体两端空载区域传递,使其温度高于环境露点,从而达到不结露的目的。 无结露冷却辊能有效的解决该生产环切节中存的结露问题。提高产品合格率。
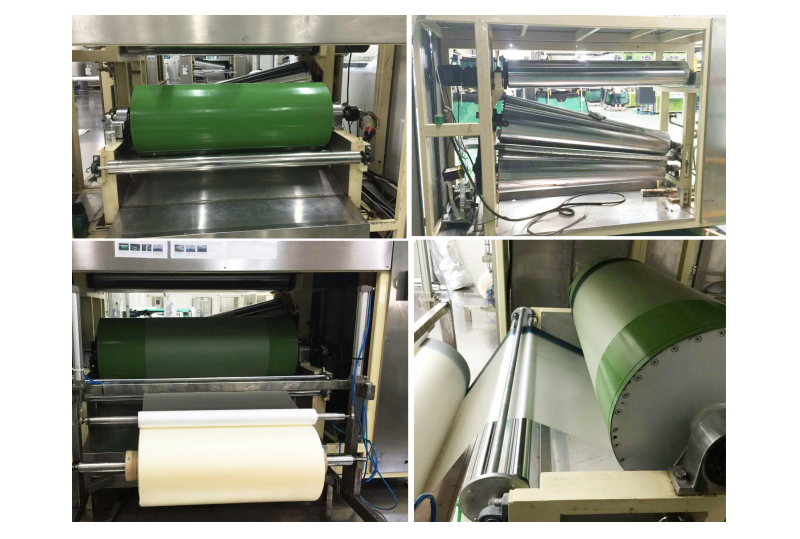
联净电磁加热辊及无结露冷却辊汽车玻璃应用
产品相关参数概要:

| 辊体规格 | Φ200mm×1800mm |
| 辊体材质 | 45#钢 |
| 辊面镀层 | PTFE |
| 涂层厚度 | 0.04~0.06mm |
| 粗糙度 | Ra≤1.6 |
| 跳动 | ≤0.02mm |
| 工作区温度梯度 | ±1~2℃ |
| 加热功率容量 | 20~40kVA |
| 大端外径 | Φ300~445mm |
| 小端外径 | Φ150~255mm |
| 工作区温度范围 | <35℃ |
| 工作宽幅 | 600~1250mm |
| 辊面镀层 | 铬 |
| 涂层厚度 | 0.06~0.15mm |